







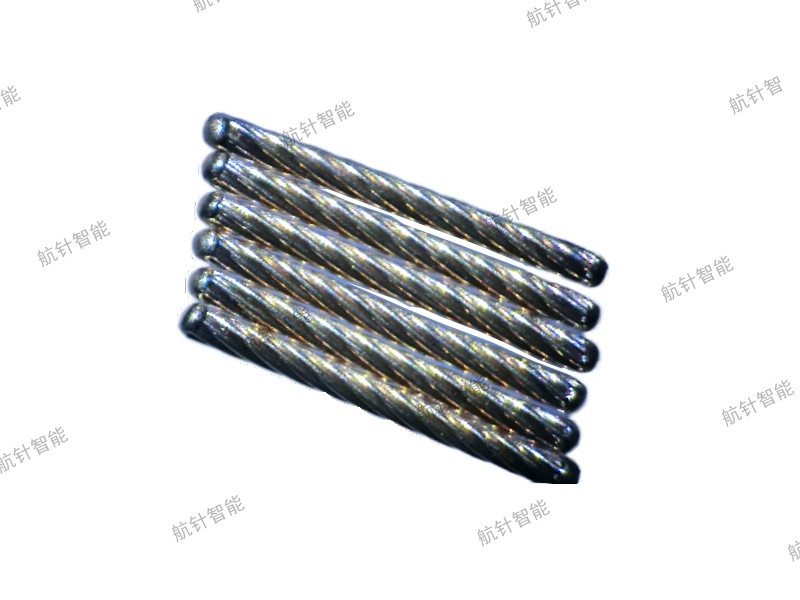
绞线插针(麻花针)
| 联系人: | 高经理 |
|---|---|
| 电话: | 18071758968 |
| 邮箱: | gaofeng43@163.com |
| 地址: | 武汉市东西湖区金银湖街道环湖中路158号电子硅谷12-2栋2层 |
| 留言咨询 更多信息 | |
| 分享: |



|
绞线插针(麻花针)
绞线插针(麻花针)针头的一般工序
绞线插针的针头,是绞线插针的核心零件。其制作工艺相对复杂,可以通过半自动化设备、自动化设备来实现,各制造厂商均有各自的过程控制,但是一般工序大同小异。
现阶段,针头的制造过程一般使用专用的自动化设备生产,主要工序包括分线、绞线、校切焊、墩胖、热处理、镀金等。
分线工序:选用符合技术要求的铜合金线丝,常用的材料为锡青铜和铍青铜线 ,材料本身具有较高减磨性能和耐蚀性,弹性模量较高,且导电性能好,体电阻较低;根据工艺要求设置自动绕线设备的参数,将铜合金线卷料固定在设备悬挂架上,然后启动设备,自动分线至小线轮。
绞线工序:通常也是由自动化设备来实现。首先根据工艺要求,设置自动绞线设备的参数,将铜合金线丝送入设备,调整好后自动绞线至绞线盘内,按工艺的要求先绞内芯再绞外芯,绞线后需进行检验。
校切焊工序:该工序是将绞线后的线丝进行切割,并熔焊形成毛坯,为下一步墩胖做准备。现阶段,该工序通常由自动化设备来实现。具体实现路径为:根据工艺要求设置自动校切焊设备的参数,将铍青铜绞线送入设备后自动进行绞线的校直,校直后切断为原始绞线针,并对绞线针两端头进行激光焊接,焊接后由CCD自动检测系统对绞线针长度及其焊点尺寸进行检测,检测合格时,机械手将产品装入合格工位的料筒内,检测不合格时,机械手将产品装入不合格工位的料筒内。
墩胖工序:该工序是绞线插针成型的重要工序,现阶段也可以通过自动化设备来实现。墩胖工序是通过设备振动盘自动上料至夹紧工位定位并固定,再由机械手依据设定参数进行旋转墩胖,形成鼓包。墩胖后转移至CCD检测工位,由CCD自动检测系统对鼓包尺寸进行检测,检测合格时,机械手将产品装入合格工位料筒内,检测不合格时,机械手将产品装入不合格工位的料筒内。
需要说明的是,墩胖工序的生产过程直接决定针头接触件的鼓包尺寸,当鼓包相关设置参数发生设置错误,或设备机械手出现故障时可能会导致鼓包尺寸出现偏小问题,但现阶段,有些自动化设备加入了CCD自动检测系统,能够自动识别鼓包尺寸,当检测发生不合格时,不合格产品会被筛选至不合格品料筒内,从而***地提高了产品一致性。
热处理工序:热处理工序是保证绞线插针可靠性的重要工序。热处理过程,***要严格按照铍铜的温度曲线进行加工生产,并应尽量保证每个麻花针经过热处理后都能获得稳定的、一致性较好的弹性,热处理后***抽样进行硬度检测。
镀金工序:该工序是为了提升绞线插针的耐磨性、导通性、耐盐雾性等可靠性。镀金层不易氧化,具有极高的抗化学腐蚀性能,同时,表面镀金的接触件具有较低的接触电阻;良好的金镀层,是绞线插针可靠接触的必要前提。
